

- 经验丰富的团队管理年度预防性维护、校准和定制计划
- 时刻准备远程协助您。我们在世界各地响应并协助解决您的需求
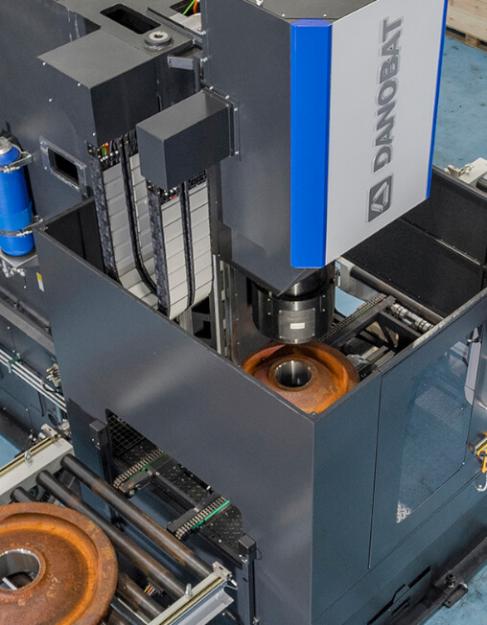
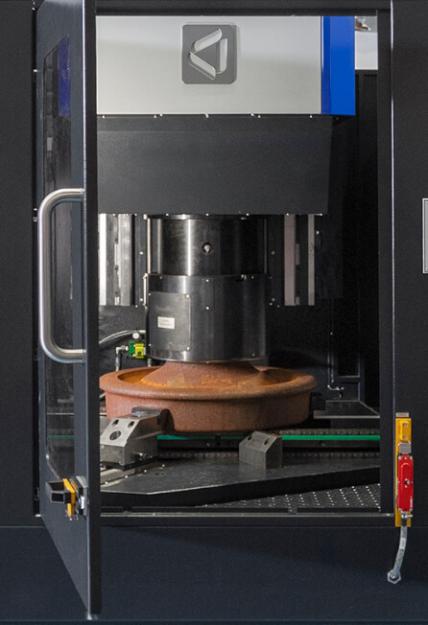
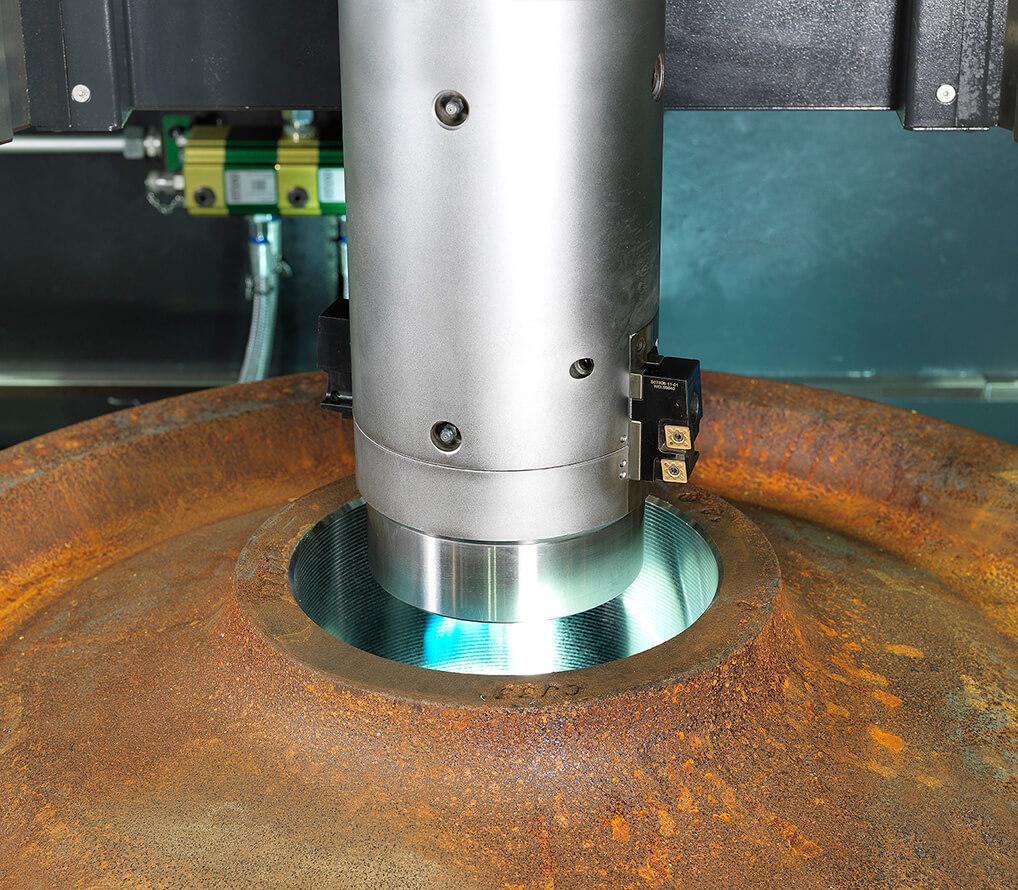
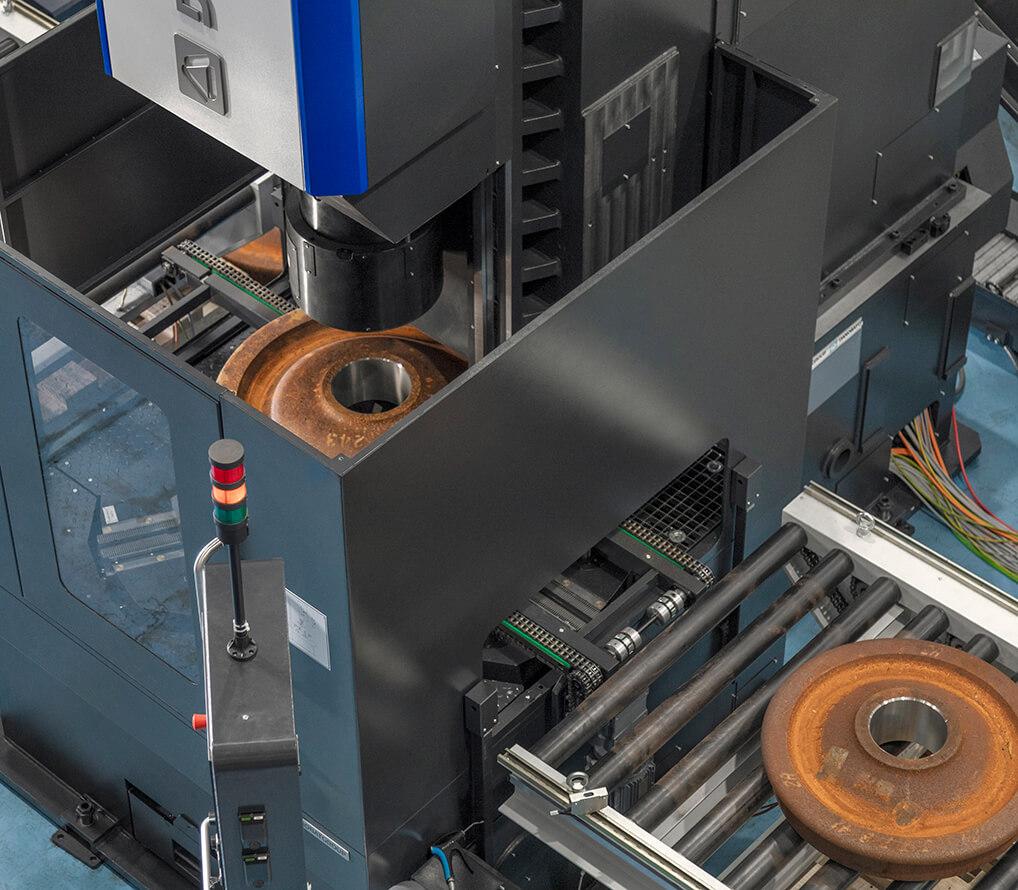
高精度镗杆结构稳健,进行车轮轮毂镗孔操作。高精密、定制化、通用型。
非回转卡盘,可实现最高精度
位于加工区域附近,为操作员提供最佳视野。.
卡盘中心镗孔的切屑通过排屑装置从机床下方排出。
| MV | ||
|---|---|---|
| 最小/最大车轮直径 | mm | 610/1250 |
| 最小/最大镗孔直径 | mm | 190/250 |
| 切割直径的最大深度 | mm | 8 |
| 垂直行程 | mm | 750 |
| 磨头功率 | kW | 22 |
| 镗孔精度 | IT | IT7 |
| 圆度 | mm | < 0,02 |
| 圆柱度 | mm | < 0,03 |
| 粗糙度 | µm | Ra 1,6 < 3,2 |
| MV | ||
|---|---|---|
| 最小/最大车轮直径 | in | 24/49 |
| 最小/最大镗孔直径 | in | 6-10 1/4 |
| 切割直径的最大深度 | in | 0.315 |
| 垂直行程 | in | 29.5 |
| 磨头功率 | hp | 29.5 |
| 镗孔精度 | IT | IT7 |
| 圆度 | in | < 0.00078 |
| 圆柱度 | in | < 0.00118 |
| 粗糙度 | µin | Ra 63 < 125 |
铁路车轮